


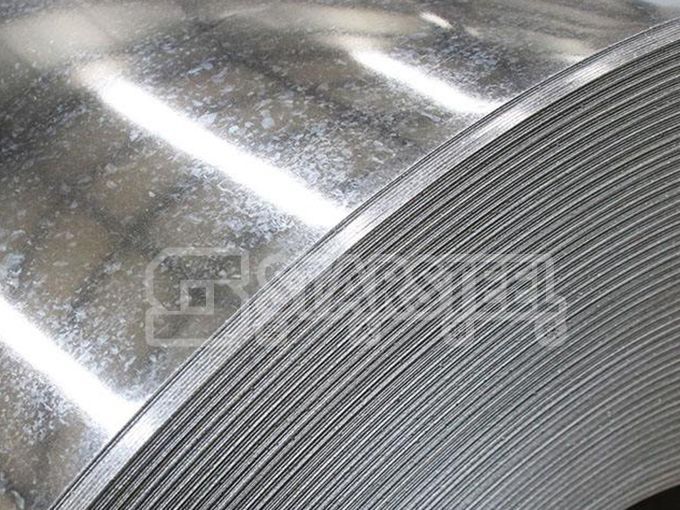
গ্যালভানাইজড
জিঙ্ক লেপা শীট যা পণ্যের আয়ু বাড়ায় এবং ক্ষয় রোধ করতে সাহায্য করে।বৃহত্তর তাপ প্রতিফলন এবং আকর্ষণীয় চেহারা সহ, এটি অন্যান্য অ্যাপ্লিকেশনগুলির মধ্যে শিল্প ভবন, সাইলো, শস্যাগার নির্মাণের জন্য আদর্শ। তাপ প্রতিফলিত করতে অবদান রাখে।
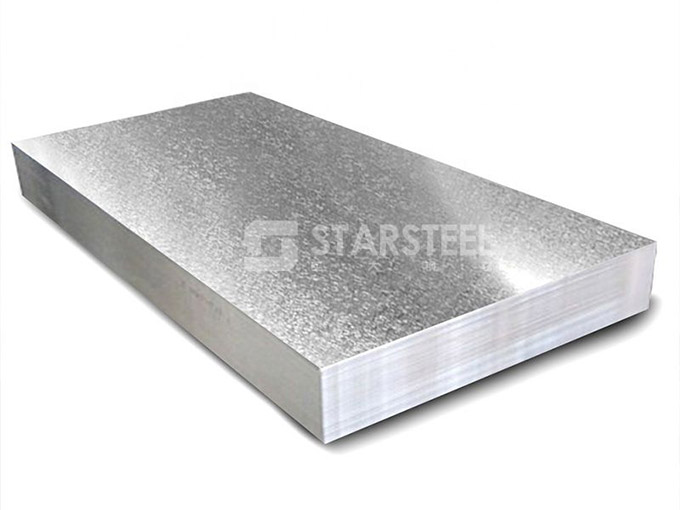
গ্যালভানাইজড শীট
আয়তক্ষেত্রাকার ঢেউতোলা গ্যালভানাইজড শীট যা জারার জন্য উচ্চ প্রতিরোধের, ছাদ এবং শিল্প সম্মুখভাগ নির্মাণের জন্য আদর্শ।একটি দীর্ঘ দরকারী জীবন সঙ্গে, এটি আর্দ্র পরিবেশের প্রতিরোধী এবং
গ্যালভানাইজিং স্টিলের ক্ষয় রোধ করার জন্য একটি লাভজনক এবং কার্যকর পদ্ধতি এবং গ্যালভানাইজড স্টিলের পুরুত্ব সাধারণত 0.35 থেকে 3 মিমি।ইংরেজি "গ্যালভানাইজিং" এর অর্থ হল গ্যালভানাইজড লেয়ার ইলেক্ট্রোকেমিকভাবে ইস্পাত প্লেটকে রক্ষা করতে পারে।1742 সালে, ফরাসি মেলোম্যান (মেলোমিন) সফলভাবে হট-ডিপ গ্যালভানাইজিং পদ্ধতি অধ্যয়ন করেছিলেন।1836 সালে, ফরাসি সোরেল (সোরেল) শিল্প উৎপাদনে হট-ডিপ গ্যালভানাইজিং পদ্ধতি প্রয়োগ করে।1837 সালে, এইচডব্লিউ গ্রফোর্ড ফ্লাক্স পদ্ধতিতে হট-ডিপ গ্যালভানাইজিংয়ের জন্য একটি পেটেন্ট পান।1935 সালে, আমেরিকান সেন্ডজিমির (টি. সেন্ডজিমির) স্ট্রিপ স্টিলের ক্রমাগত হট-ডিপ গ্যালভানাইজিংয়ের জন্য সুরক্ষামূলক গ্যাস হ্রাস পদ্ধতি ব্যবহার করার প্রস্তাব করেছিলেন, যা সাধারণত "সেন্ডজিমির পদ্ধতি" নামে পরিচিত।1937 সালে, প্রথম সেন্ডজিমির ক্রমাগত হট-ডিপ গ্যালভানাইজিং লাইন মার্কিন যুক্তরাষ্ট্রে নির্মিত হয়েছিল।চীন 1940-এর দশকে আনশানে হট-ডিপ গ্যালভানাইজড শীট উত্পাদন শুরু করে এবং 1979 সালে, স্ট্রিপ স্টিলের জন্য প্রথম ক্রমাগত হট-ডিপ গ্যালভানাইজিং লাইন উহানে নির্মিত হয়েছিল।

গরম চোবান
দুটি ধরণের হট-ডিপ গ্যালভানাইজিং পদ্ধতি এবং ইলেক্ট্রোপ্লেটিং পদ্ধতি রয়েছে।হট-ডিপ দস্তা স্তরের পুরুত্ব সাধারণত 60 ~ 300g/m2 (একক দিক), যা এমন অংশগুলির জন্য ব্যবহৃত হয় যেগুলির জন্য শক্তিশালী জারা প্রতিরোধের প্রয়োজন হয়৷ইলেক্ট্রোপ্লেটেড জিঙ্ক লেয়ার হল 10-50g/m2 (একক সাইড), যা বেশিরভাগই পেইন্ট করা অংশ বা রংবিহীন অংশগুলির জন্য ব্যবহৃত হয় যেগুলির জন্য উচ্চ জারা প্রতিরোধের প্রয়োজন হয় না।প্রিট্রিটমেন্ট পদ্ধতি অনুসারে হট-ডিপ পদ্ধতিটি ফ্লাক্স পদ্ধতি এবং সুরক্ষামূলক গ্যাস হ্রাস পদ্ধতিতে বিভক্ত।ফ্লাক্স পদ্ধতি হল পৃষ্ঠের অক্সাইড অপসারণের জন্য অ্যানিলড স্টিলের প্লেটকে আচার করা, তারপর ZnCl2 এবং NH4Cl ধারণকারী একটি ফ্লাক্স ট্যাঙ্কের মধ্য দিয়ে যাওয়া এবং তারপর গ্যালভানাইজ করার জন্য গলিত জিঙ্ক ট্যাঙ্কে প্রবেশ করা।প্রতিরক্ষামূলক গ্যাস হ্রাস পদ্ধতিটি স্ট্রিপ স্টিলের ক্রমাগত হট-ডিপ গ্যালভানাইজিংয়ের জন্য ব্যাপকভাবে ব্যবহৃত হয়।স্ট্রিপ স্টিলটি প্রথমে শিখা-উত্তপ্ত প্রিহিটিং ফার্নেসের মধ্য দিয়ে যায় যা পৃষ্ঠের অবশিষ্ট তেলকে পুড়িয়ে দেয় এবং একই সময়ে, পৃষ্ঠে একটি আয়রন অক্সাইড ফিল্ম তৈরি হয়;স্পঞ্জ আয়রন।স্ট্রিপ স্টিলের উপরিভাগ বিশুদ্ধ ও সক্রিয় হওয়ার পর গলিত জিঙ্কের চেয়ে সামান্য বেশি তাপমাত্রায় ঠাণ্ডা হওয়ার পর, এটি একটি দস্তা পাত্রে 450-460°C এ প্রবেশ করে এবং দস্তা স্তরের পুরুত্ব নিয়ন্ত্রণ করতে একটি বায়ু ছুরি ব্যবহার করে।অবশেষে, সাদা মরিচা প্রতিরোধের উন্নতির জন্য এটি একটি ক্রোমেট দ্রবণ দিয়ে নিষ্ক্রিয় করা হয়।
ইলেক্ট্রোপ্লেটিং
ব্যবহৃত কলাই দ্রবণ অনুযায়ী, এটি ক্ষারীয় পদ্ধতি এবং অ্যাসিড পদ্ধতিতে বিভক্ত করা যেতে পারে।ক্ষারীয় প্লেটিং দ্রবণটির উচ্চ মূল্য রয়েছে, পরিবেশ দূষিত হয়, কম উত্পাদন দক্ষতা এবং দুর্বল আবরণের গুণমান, তাই এটি আসলে ব্যবহার করা হয় না।অ্যাসিড প্লেটিং দ্রবণের প্রধান উপাদানগুলি হল ZnSO4·7H2O, NH4Cl এবং Al2(SO4)3·18H2O ইত্যাদি। অ্যানোড হিসাবে বিশুদ্ধ জিঙ্ক এবং ক্যাথোড হিসাবে স্ট্রিপ স্টিল, কারেন্টের ক্রিয়ায়, জিঙ্ক অ্যানোড প্লেট দ্রবীভূত হয় Zn2+ প্লাটিং দ্রবণে, এবং Zn2+ ক্যাথোডে ধাতব জিঙ্কে হ্রাস পায় এবং স্ট্রিপ স্টিলের পৃষ্ঠে জমা হয়।আবরণটি ফসফেট এবং ক্রোমেটের মিশ্র দ্রবণ দিয়ে চিকিত্সা করা হয়, যা পেইন্টেবিলিটি উন্নত করতে পারে এবং ইলেক্ট্রো-গ্যালভানাইজড স্টিল শীটের পৃষ্ঠটি উজ্জ্বল এবং মসৃণ, যা অতীতে প্রধানত অটোমোবাইল শিল্পে ব্যবহৃত হত।সাম্প্রতিক বছরগুলিতে, প্রয়োগের সুযোগ বৈদ্যুতিক শিল্প এবং অন্যান্য দিকগুলিতে প্রসারিত হয়েছে, যা ইলেক্ট্রো-গ্যালভানাইজড শীট শিল্পের বিকাশকে উন্নীত করেছে।1970-এর দশকে, একক-পার্শ্বযুক্ত গ্যালভানাইজড শীটগুলিও তৈরি করা হয়েছিল।
পোস্টের সময়: মার্চ-10-2022


